By Jim Stuelke, CEO of Dyna-Tek
Parker Hannifin’s Industrial Gas Filtration and Generation Division opened its Industrial Filter Test Lab and Customer Experience Facility in Slater, MO. in 2018. The lab’s test rig shown below was engineered and designed to comply with the testing methods that quantitatively define the performance of pulse clean filters used in a broad range of industrial applications pursuant with ANSI/ASHRAE 199-2016.

In Parker Hannifin’s state of the art Lab is a test rig used in part to generate quantifiable data on the efficiencies of their pulse clean filters. To test the filters, the test rig processes ISO 11057 rated “Test Dust” which consists of boehmite, an aluminum-oxide-hydroxide mineral is manufactured to very specific standards including an average size of 4.5 µ (microns).
Test Dust Clogs
These specific torture tests created another challenge however… this extremely fine Test Dust would clog up machined areas critical to the data collection. This clogging resulted in the Lab having to spend an average of 3 hours per day disassembling, cleaning, and reassembling the dispensing heads, feeder screws and other parts.
To resolve the clogging issues, Parker Hannifin experimented with various solutions including plating and electropolishing but with no improvement. Parker then reached out to their long-time vendor, Extreme Coating Solutions in Kansas City. Extreme Coating Solutions (ECS); also, our licensed applicator, has worked with Parker Hannifin’s Slater, Missouri plant since the 1980’s providing Teflon™ coating application services for some of the baghouse filtration components made there.
The challenges of this problem were significant, including:
- The complex geometries of the parts.
- The coating thickness could not exceed 10 microns, or it would affect the dimensional tolerances of the parts.
- The coating could not chip off and contaminate the dust testing studies.
But biggest challenge was the “dust” itself.
This mildly abrasive media has a Mohs hardness of 3.5 to 4.0; is a distant cousin of “aluminum oxide” which is one of the forms of media we use to mechanically prep substrates prior to applying fluoropolymer coatings.
The standard test duration is 18 hours, with the Test Dust being processed by parts made of SS, Brass and Aluminum with great velocity:
- The air pressure supplied to the dispersion head is 0.8 bar (11.6 psi)
- The volumetric flow to the dispersion head is 4 m^3/h actual.
- The mass flow rate of dust conveyed by the system is 100 g/h +/- 20 g/h.
Dyna-Tek’s SLICKSHIELD™ coating.
After better understanding these challenges, ECS recommended Dyna-Tek’s SLICKSHIELD™ coating. The SLICKSHIELD series are clear coatings that can be customized to provide the specific performance properties sought. In this case, we increased the hardness, abrasion, anti-static and hydrophobic properties to meet these challenges.
The results were excellent.
Whereas normal runs were limited to 9 hours, the initial run went for 16.6 hours without any maintenance or cleaning. Parker Hannifin said this result was “unheard of in the lifetime of the equipment – fantastic results”.
The original drive screws used in the test rig would constantly build-up (see picture below).

Attempts by the drive screw manufacturer to alleviate this issue included electroplating to provide a smoother surface. This didn’t work with it “(binding) up nearly immediately when we first used it… however, after (the Dyna-Tek) coating, it is performing perfectly”.
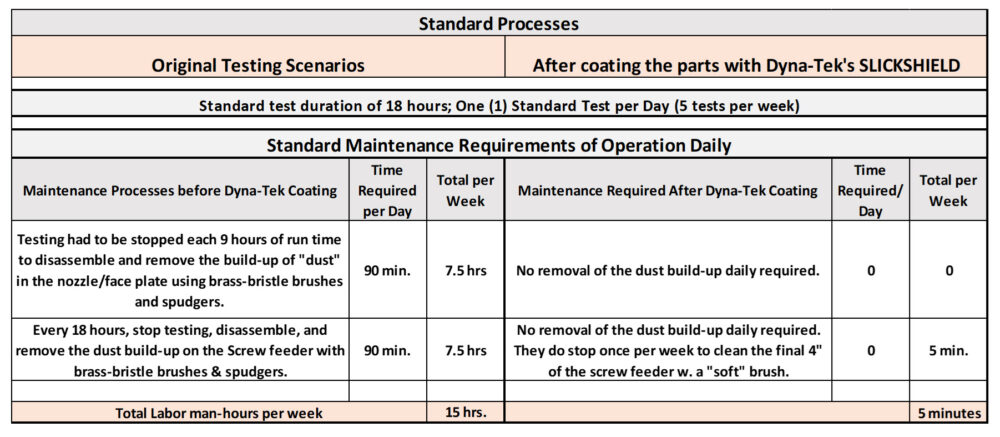
BEFORE Dyna-SlickShield: The standard maintenance required stopping every 18 hours and removing the build-up with brass-bristled brushes and steel spudgers; which would take 1-2 hours each time.
AFTER Dyna-SlickShield: “the standard maintenance required is a stop once per week to remove buildup on the final 4″ of the screw with a soft brush (time = 5 min)”.
Whereas Parker Hannifin had been spending an average of 15 hours per week unclogging and cleaning these parts using stiff brass-bristle brushes and spudges, after having the SLICKSHIELD™ applied, unclogging and cleaning was done with a soft bristle brush in 5 minutes…
Annualized labor savings per year of 780 hours (19.5 weeks)!
To see how we can solve your challenges, email our CEO Jim Stuelke directly at jims@dyna-tek.com or call 816.381.9900. Feel free to visit our website as well at www.Dyna-Tek.com.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment